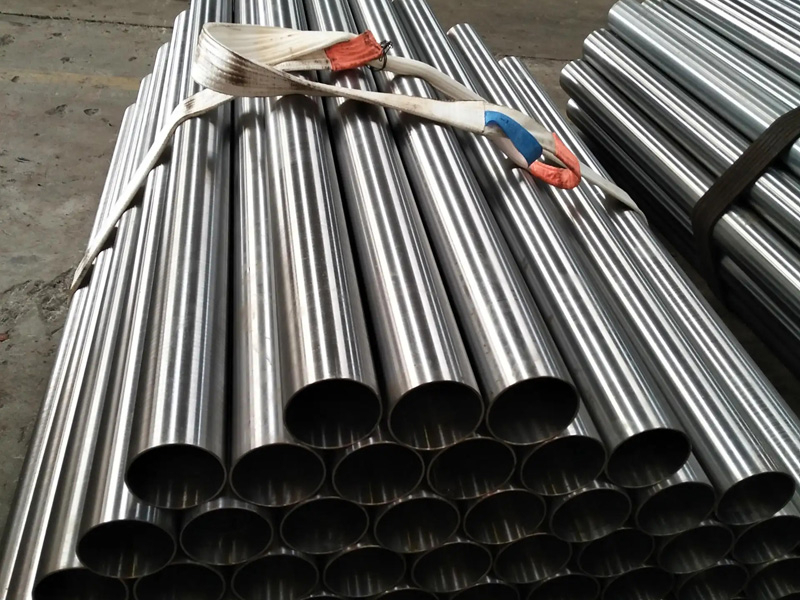
304不锈钢珩磨管加工方法 通常采用磨削加工方法。由于不锈钢珩磨管韧性大、导热系数小、弹性模量小,故在磨削加工中常存在如下问题:1)砂轮易粘附堵塞;2)加工表面易烧伤;3)加工硬化现象严重;4)工件易变形。
不锈钢珩磨管从以上我们看出,砂轮和磨削液的选择直接影响磨削效率和加工精度。本文对影响粘附堵塞和表面粗糙度的因素进行实验研究。
1砂轮的粒度对粘附率的影响。
选用的白刚玉、硬度K、粒度分别为36、46、60、80号的四个砂轮,对试件进行外圆纵向磨削,磨削长度为600mm,检测粘附率,砂轮越细,粘附越严重,这是由于磨粒之间存在着空洞,磨削时切屑可存于空洞中;而砂轮越细,空洞越小,砂轮很快失去容屑空间,造成堵塞。
2砂轮硬度对粘附率的影响。
选用磨料为白刚玉、粒度46,硬度分别为H、J、K、L级的砂轮,对试件进行磨削,磨削行程600mm,检测粘附率。砂轮硬度越高,粘附越严重。这是由于硬度低的砂轮,磨粒在磨削力作用下,易于从砂轮表面脱落,形成新的容屑空间,不易堵塞。
3 不锈钢珩磨管磨料对粘附率的影响。
常用砂轮磨料有白刚玉和绿碳化硅两种,实验表明,两种磨料对粘附率的影响,差别不大,绿碳化硅可稍减轻粘附现象,原因是性脆而锋利。
山东鸿福瑞金属制品有限公司生产销售:珩磨管 研磨管 油缸管 气缸管 液压支柱管 不锈钢珩磨管 不锈钢研磨管 304珩磨管 316L珩磨管 304研磨管 珩磨管厂家 研磨管厂家 油缸管厂家 珩磨管生产厂家 研磨管生产厂家 油缸管生产厂家 不锈钢珩磨管生产厂家 不锈钢研磨管生产厂家 空心光轴 镀铬光轴 不锈钢空心光轴 不锈钢镀铬光轴

 当前位置:
当前位置:

 热门推荐
热门推荐